關(guān)注主辦方微信,了解更多展會信息
名稱:中國鍛壓協(xié)會
地址: 北京昌平北清路中關(guān)村生命科學(xué)園博雅C座10層
郵編:102206
電話:010-53056669
傳真:010-53056644
郵箱:
metalform@chinaforge.org.cn

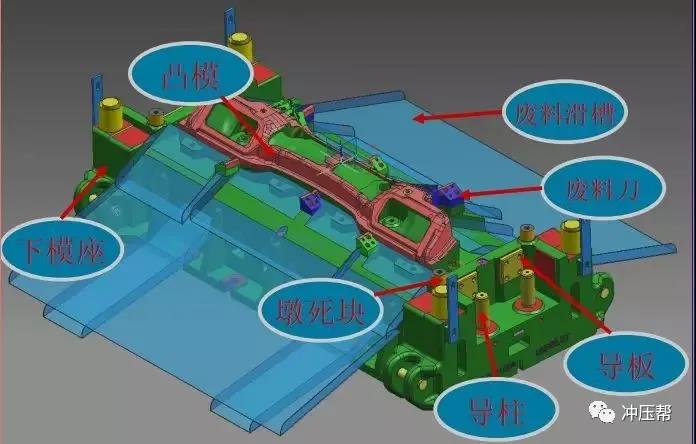
如何解決沖壓模具修邊時掉鐵屑問題
|
沖壓模具修邊時一般都會存在掉鐵屑現(xiàn)象,尤其是下模廢料刀周圍最為嚴(yán)重。掉鐵屑不僅嚴(yán)重影響了產(chǎn)品質(zhì)量和模具外觀的清潔度,還降低了生產(chǎn)效率。 分析認(rèn)為這與修邊刃口不垂直、制件與模具型面不符形、立刃口修邊的二次剪切、刃口間隙不合理、刃口光潔度差、廢料刀二次切斷、刃口硬度不夠、刃口吃入深度過深、模具工藝設(shè)計不合理等有關(guān)。 為此控制措施是: 1、在廢料刀部位產(chǎn)生鐵屑 在廢料刀部位產(chǎn)生鐵屑主要是有模具工藝引起的。 采取措施為:將上模修邊廢料刃口前10mm更改形狀,做成突破刃口形狀,并將下模廢料刃口銑空。 2、板件不符形和刃口間隙不合理 板件不符形和刃口間隙不合理采取的措施是用OP10拉延板件扣研修邊模具各部位型面,同時上下刃口間隙修配及對吃入深度進(jìn)行調(diào)整。
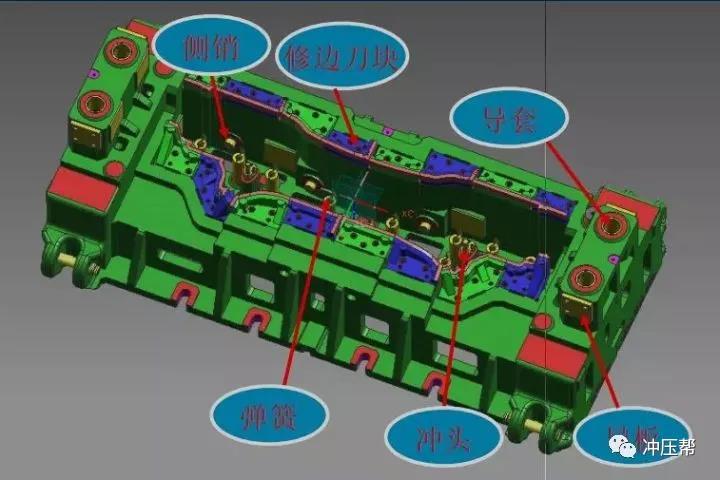
3、立刃修邊 立刃修邊時,為提高斷面質(zhì)量和刃口壽命,可采用以下三個措施: 1)修邊上刃口圓角應(yīng)比被修邊件圓角大3mm,這樣能確保上下模完全閉合時,修邊刃口切入1-3mm,并緩慢過渡。 2)上模修邊刃口立邊與修邊件立邊呈10°夾角。 3)盡可能安裝導(dǎo)向塊來消除刃口所受的側(cè)向力。
4、模具工藝設(shè)計 1)采用兩次或多次修邊。采用該措施的優(yōu)點是:刃口間隙合理的情況下不會產(chǎn)生毛刺和修邊鐵屑,便于排除廢料,制件質(zhì)量穩(wěn)定和生產(chǎn)效率高。 2)整側(cè)整體修邊。采用該措施的優(yōu)點是:刃口間隙合理的情況下不會產(chǎn)生毛刺和修邊鐵屑,便于排除廢料,制件質(zhì)量穩(wěn)定和生產(chǎn)效率高。 3)雙件中部分離區(qū)的修邊。原在生產(chǎn)過程中,通過上模壓料芯與下模凸模的配合壓緊板件,上下模廢料刃口配合切斷實行廢料的分離。改為中部廢料是通過上模突破刀的強(qiáng)行突破切斷,以及兩側(cè)凸凹模修邊刃口的配合切斷來實現(xiàn)廢料最終分離。這樣下模廢料排屑空間大,廢料便于排出。 來源:沖壓幫 |